【錆止め下塗り工程】
| 製作工程からの移載機構 |
|||
| ①水洗・湯洗 | ②脱脂 | ③第2水洗 | ④表面調整 |
| ⑤被膜化成 | ⑥第3水洗 | ⑦第4水洗 | ⑧純水洗 |
| ⑨純水ミスト | ⑩電着塗装 | ⑪第1ろ液洗 | ⑫第2ろ液洗 |
| ⑬第3ろ液洗 | ⑭第1純水洗 | ⑮第2純水洗 | ⑯純水ミスト |
| ⑰セッチング | ⑱乾燥炉 | ⑲セッチング | |
⑲セッチング後、上塗工程への移載機構へ |
|||
| 製作工程からの移載機構 |
|
| ①水洗・湯洗 | ②脱脂 |
| ③第2水洗 | ④表面調整 |
| ⑤被膜化成 | ⑥第3水洗 |
| ⑦第4水洗 | ⑧純水洗 |
| ⑨純水ミスト | ⑩電着塗装 |
| ⑪第1ろ液洗 | ⑫第2ろ液洗 |
| ⑬第3ろ液洗 | ⑭第1純水洗 |
| ⑮第2純水洗 | ⑯純水ミスト |
| ⑰セッチング | ⑱乾燥炉 |
| ⑲セッチング | |
⑲セッチング後、上塗工程への移載機構へ |
|
こだわり

台車を引っぱるタイプのフロアーコンベアです。
塗装の仕上り具合を検査するブースです。照明器具一つでも仕様に気を使います。
しっかりとした検査ができるように、室内の照度、輝度を上げる工夫をしています。
検査の結果、はねられたものは、再塗装か補修をかける工程へ回します。
塗装プラント

ハンガーコンベア自体が、レールごと上下するDIP方式の前処理工程です。
生きている設備を工事するときは、覚悟が必要です。
次の生産開始時間は待ってくれません。
確実に完了する工事であることのシュミレーションをして臨みます。試運転でOKが出るまでハラハラです。
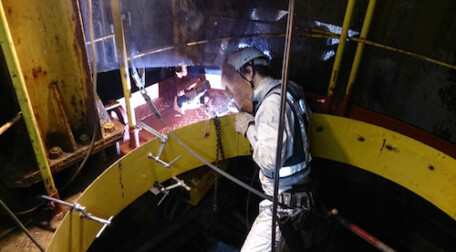
コンベアレールとタンク

所狭しと各設備が配置され、少しでもスペースがあればそこはポンプや配管スペースになっていきます。
ハンガーレールに品物が掛かり、作業を始めるとメンテナンスのスペースなど無くなります。
ただ、通路だけは確保する事必至です。